 Skip to content
Skip to content
Jigar Patel, a concrete block machinery expert, explains that the strength of concrete blocks does not depend only on the amount of cement used. Many manufacturers believe that adding more cement increases strength, one mix can be used for every type of block, water content has little impact, cement quality alone decides the final result, and curing is not necessary. In reality, these are common myths in block production.
A high-quality concrete block needs the right mix design, proper water-cement ratio, well-graded raw materials, powerful vibration, strong compaction, accurate moulding, and controlled curing. Since water-cement ratio, compaction, and curing play a major role in final block strength, the complete production process must be managed carefully.
In this video, Jigar Patel from Revomac Industries explains these five myths in simple words and shows why quality block making is a complete process, not just about using more cement.

Concrete block quality is not based on guesswork. It is a science. Every strong concrete block comes from the right balance of raw material, mix design, water ratio, compaction, mould accuracy, curing, and machine performance. Many block manufacturers still believe that cement quantity alone decides block strength. This is one of the biggest mistakes in block production.
For concrete blocks, the mix must be designed as per the product type and strength requirement. Hollow blocks, solid blocks, paver blocks, kerb stones, and fly ash bricks do not need the same mix. Each product has a different load purpose, shape, density, surface finish, and curing need. That is why the right machine technology and production process matter as much as cement quality.
Revomac Industries helps manufacturers understand this better. With advanced block making machines, proper vibration, strong compaction, accurate moulds, and a controlled production system, Revomac supports better block quality from raw material mixing to final output.
Below are five common myths around cement mix in concrete blocks.

Many people believe that adding more cement will automatically make concrete blocks stronger. This sounds logical, but it is not always true.
Cement is an important binding material. It helps hold sand, aggregate, dust, fly ash, and other materials together. But strength does not come from cement alone. Strength depends on the correct cement-to-aggregate ratio, water-cement ratio, compaction, curing, and machine vibration.
The Portland Cement Association explains that the strength and quality of concrete paste depend strongly on the water-to-cement ratio. A mix with too little paste can become hard to place and may create rough or porous concrete. A balanced mix is needed for strong and durable concrete.
Adding excess cement can also create problems. A rich cement mix may become sticky and may not compact well in the mould. It can increase heat, shrinkage, and the chance of cracks. Some cement industry guidance also notes that too much cement can cause excessive shrinkage and cracking when the concrete mix ratio is not balanced.
For concrete blocks, this is even more important. Blocks are made in moulds under vibration and pressure. If the mix is too rich or too wet, the block may lose shape. If the mix is too dry or lean, it may not bond well. So, the goal is not to add more cement. The goal is to use the right cement quantity with the right mix design.
A good block plant should focus on:
Revomac block making machines are designed to support consistent production. The machine gives proper vibration and pressure, which helps the mix settle well inside the mould. This improves block density and helps manufacturers get better strength with the right mix, not with wasteful cement use.

This is another common myth in the concrete block industry. Many small manufacturers use one fixed mix for all products. They use the same mix for hollow blocks, solid blocks, paver blocks, kerb stones, and other products. This can affect quality badly.
Each concrete product has a different purpose. A hollow block is not the same as a paver block. A kerb stone is not the same as a fly ash brick. Their shapes, load needs, surface area, thickness, and application are different. So, their mix design must also be different.
For example, paver blocks need high surface strength and wear resistance because vehicles and people move over them. Kerb stones need strong edges and shape stability. Hollow blocks need good wall strength with lower weight. Solid blocks need density and load-bearing performance. If the same mix is used for all these products, some products may become weak, brittle, rough, or poorly finished.
Concrete mix design is based on a balance between cement, fine aggregate, coarse aggregate, water, and workability. A technical mix design source notes that the water-cement ratio depends on required strength, cement type, aggregate type, and required workability. This means there is no one-size-fits-all formula.
The size and grading of aggregate also matter. Fine material helps fill voids. Coarser material can improve structure. But the wrong grading can create weak blocks. Too much fine material can increase water demand. Too much coarse material can reduce finish and bonding. So, mix design must match the product type.
Revomac machines are useful here because one machine can produce different products using different moulds. But the mix must be adjusted for each product. The machine gives flexibility, but the manufacturer must follow the right material recipe.
A professional block plant should maintain separate mix designs for:
This helps improve quality and reduce rejection. It also helps save cement because the manufacturer uses the correct quantity for each product.

Water content is one of the most important parts of concrete block production. Still, many people add water by guesswork. Some add more water to make mixing easy. Some add less water to make the block stand faster after demoulding. Both mistakes can reduce final strength.
Water activates cement hydration. It helps cement paste bind the materials together. But the amount of water must be controlled. Too much water can make the mix weak. It can create pores after drying. It can also increase shrinkage and cracks. Too little water can stop proper bonding and make the mix hard to compact.
concrete block making, the mix is usually semi-dry. It should not be like normal flowing concrete. It must have enough moisture to bind, but not so much that the block collapses after coming out of the mould. This is where operator skill and machine consistency matter.
The right water level gives:
Water should be added slowly and measured properly. Moisture in sand and aggregate should also be considered. If the sand is already wet, less water may be needed. If the material is dry, more controlled water may be required.
A good block machine with proper vibration helps distribute moisture evenly in the mould. Revomac machines support uniform compaction, which helps the block gain density. But even the best machine cannot correct a badly watered mix. The mix must be prepared with care.

Good cement is important. But good cement alone cannot produce a good concrete block. Many other factors decide final quality.
A block can fail even when premium cement is used. This can happen due to poor aggregate grading, wrong water ratio, weak vibration, low compaction, poor mould accuracy, bad curing, or untrained operation. So, cement quality is only one part of the process.
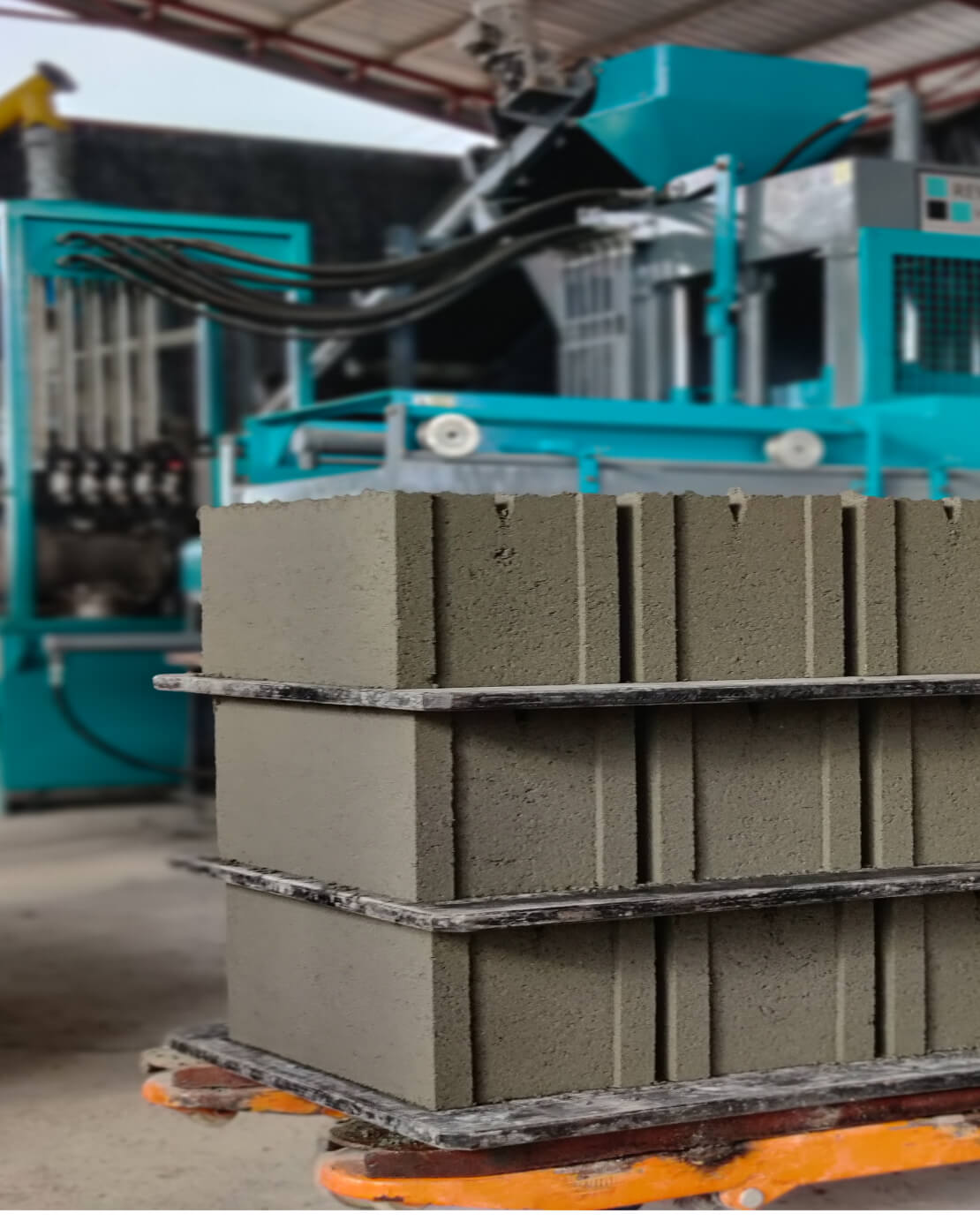
Concrete block manufacturing includes mixing, mould filling, vibration, compaction, demoulding, handling, curing, and stacking. Each step affects quality. One source on concrete block production notes that blocks are compacted after moulding to increase density and strength. Another development document on concrete blocks also mentions the use of standard machines, moulds, and vibrating plates to achieve compaction for higher strength.
This means machine performance is very important. If the machine vibration is weak, the mix will not settle properly. If pressure is uneven, the block density will not be uniform. If moulds are inaccurate, block size and shape will vary. If pallets are poor, blocks may bend or crack during handling.

Curing is not optional. It is one of the most important steps in concrete block production. A block may look hard after demoulding, but that does not mean it has gained full strength. Concrete needs time and moisture to develop strength.
Curing helps cement hydration continue. If blocks dry too fast, hydration slows down. This can reduce strength and increase cracks. Poor curing can also make blocks dusty, weak, and less durable.
Research and industry guidance both show that curing and moisture control affect concrete performance. For example, studies on foamed concrete blocks discuss how curing conditions and water-cement ratio influence shrinkage and cracking behaviour. BASF technical material also explains that total water content has a significant effect on drying shrinkage in concrete mixtures.
Good curing helps improve:
Many block failures happen because manufacturers rush the process. They produce blocks quickly but do not cure them well. This leads to complaints later. Blocks may break during transport or use. Surface cracks may appear. Strength may not match customer expectations.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}